Address
304 North Cardinal St.
Dorchester Center, MA 02124
Work Hours
Monday to Friday: 7AM - 7PM
Weekend: 10AM - 5PM
Address
304 North Cardinal St.
Dorchester Center, MA 02124
Work Hours
Monday to Friday: 7AM - 7PM
Weekend: 10AM - 5PM

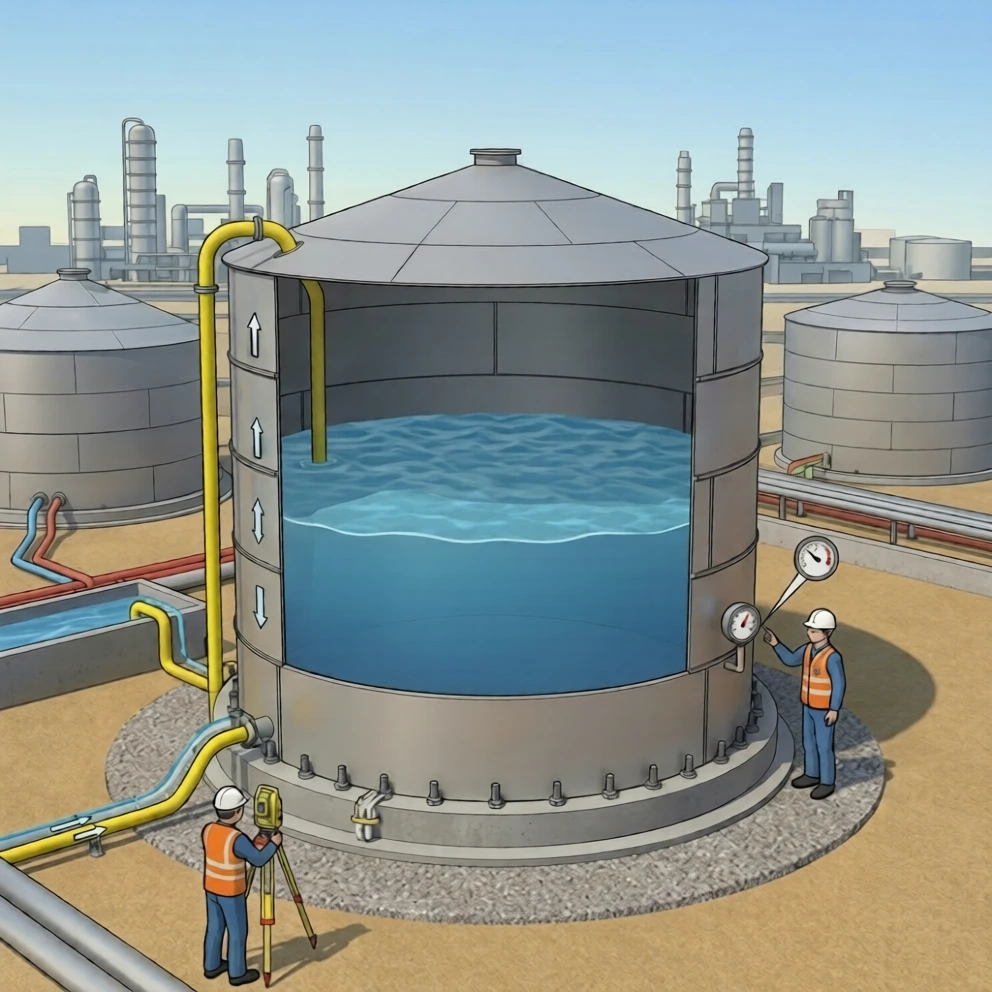
Pernahkah anda melihat tangki penyimpanan (storage tank) raksasa di area kilang minyak, pabrik kimia, atau kawasan industri? Tangki-tangki raksasa tersebut berdiri kokoh untuk menyimpan ribuan kiloliter cairan. Namun, satu hal yang sering memicu rasa penasaran adalah bagaimana lembaran baja yang sangat tebal dan keras dapat dibentuk menjadi dinding silinder yang melingkar sempurna. Kunci utama dari keajaiban rekayasa ini terletak pada proses bernama Rolling Plate (pengerolan plat). Artikel ini akan mencoba membahas apa itu proses rolling plate, bagaimana langkah-langkah teknisnya, hingga standar internasional apa saja yang mengatur kualitas hasil pengerolan tersebut.

Secara sederhana, rolling plate adalah proses pembentukan logam atau metal dimana lembaran plat baja yang datar (flat plate) dilewatkan melalui serangkaian rol berputar. Proses ini bertujuan untuk mengubah bentuk plat menjadi melingkar atau silindris dengan radius tertentu sesuai dengan spesifikasi desain.
Dalam dunia konstruksi tangki, dinding tangki (tank shell) tidak dibuat dari satu pipa raksasa yang utuh. Pabrik baja biasanya menyuplai plat dalam bentuk lembaran datar (misalnya ukuran 5 x 20 kaki atau 6 x 20 kaki). Oleh karena itu, para fabrikator harus menyambung dan membentuk plat-plat datar tersebut menjadi lingkaran-lingkaran besar yang nantinya ditumpuk ke atas menjadi sebuah tangki utuh.
Proses pengerolan bukan sekadar membengkokkan besi. Sebagai engineer, kita harus memastikan bahwa hasil lengkungan memiliki tingkat kepresisian yang tinggi. Jika proses rolling tidak sempurna, maka akan terjadi beberapa masalah serius pada struktur tangki, seperti:
Didalam workshop fabrikasi, kita akan menemukan beberapa jenis mesin roll (Plate Rolling Machine). Pemilihan mesin ini sangat bergantung pada ketebalan plat dan diameter tangki yang akan dibuat.
Ini adalah jenis mesin yang paling umum kita jumpai. Mesin ini memiliki tiga buah roda silinder (rol). Berdasarkan mekanismenya, jenis ini dibagi lagi menjadi dua:
Mesin jenis ini jauh lebih modern dan efisien. Mesin ini memiliki dua rol di tengah untuk menjepit plat secara kuat, serta dua rol tambahan di sisi kanan dan kiri yang berfungsi untuk membentuk lengkungan.
Mari kita bedah bagaimana para teknisi dan operator menjalankan proses ini dari awal hingga selesai di lantai pabrik (workshop).
Sebelum plat dimasukkan ke mesin, quality control (QC) harus memeriksa sertifikat material dan memastikan bahwa plat bebas dari cacat permukaan seperti retak atau laminasi. Permukaan plat juga harus dibersihkan dari kerak baja (mill scale) atau karat yang tebal agar tidak merusak roda mesin roll.
Ini adalah tahapan yang paling kritikal. Ketika plat datar dimasukkan ke dalam mesin roll 3-rol konvensional, ujung depan dan ujung belakang plat tidak akan terkena tekanan pembentukan secara maksimal. Bagian ujung yang tetap datar ini disebut dengan flat end.
Untuk mengatasinya, operator harus melakukan pre-bending. Caranya adalah dengan menekuk ujung-ujung plat terlebih dahulu menggunakan mesin pres (press brake) atau dengan bantuan cetakan khusus (jig) sebelum seluruh badan plat di-roll. Jika menggunakan mesin 4-rol, proses pre-bending ini dapat langsung dilakukan dengan menjepit plat secara maksimal di ujungnya.
Setelah kedua ujungnya ditekuk, plat digerakkan maju-mundur secara perlahan melewati rol utama. Operator akan menurunkan rol penekan secara bertahap (tidak langsung ekstrem ke radius akhir) untuk mencegah material mengalami kelelahan (fatigue) atau mengalami deformasi yang tidak diinginkan.
Selama proses pengerolan berlangsung, operator akan terus menghentikan mesin secara berkala untuk mengukur kelengkungan plat. Alat yang digunakan dinamakan Sweep Template atau mal lengkung. Mal ini biasanya terbuat dari plat tipis atau kayu yang dipotong membentuk radius luar atau radius dalam tangki sesuai gambar desain.
Catatan Engineer: Pemeriksaan dengan template ini harus dilakukan dengan teliti. Operator harus memastikan tidak ada celah (gap) yang melebihi batas toleransi antara permukaan plat yang di-roll dengan mal pengukur.
Sebagai static engineer, kita tidak boleh menentukan kelayakan sebuah produk hanya berdasarkan visual semata. Kita wajib merujuk pada standar internasional yang berlaku industri. Untuk tangki penyimpanan atmosferik, standar yang paling banyak digunakan di seluruh dunia adalah API Standard 650 (Welded Tanks for Oil Storage).
Berdasarkan API 650 Seksi 7.5, terdapat aturan ketat mengenai pemandangan geometri tangki setelah dirakit, yang mana kualitasnya sangat ditentukan oleh hasil pengerolan awal:
Kemiringan dinding tangki dari dasar hingga puncak tidak boleh melebihi 1/200 dari total tinggi tangki, dengan batas maksimum penyimpangan umumnya adalah 1inci (25mm). Jika plat tidak di-roll dengan tegak lurus sempurna terhadap serat materialnya, dinding tangki akan cenderung melintir saat dirakit ke atas.
Mengapa hasil pengerolan bisa berbeda-beda meskipun menggunakan mesin yang sama? Berikut adalah variabel utama yang mempengaruhi hasil rolling:
Proses rolling plate adalah fondasi utama yang menentukan kemudahan perakitan (erection) dan umur pakai (lifetime) dari sebuah tangki penyimpanan. Sebuah tangki yang kokoh selalu berawal dari plat-plat silindris yang presisi.
Bagi para engineer muda yang bertugas mengawasi jalannya proyek di workshop, berikut adalah ringkasan poin penting yang wajib dipastikan: